相關(guān)資訊
聯(lián)系我們

全國客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機(jī):15066475817(微信同號) 程經(jīng)理
手機(jī):18865223833(微信同號) 程經(jīng)理
地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)蔣官屯工業(yè)園區(qū)
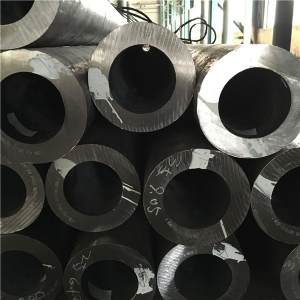
42CrMo無縫鋼管管端CO氣孔缺陷的控制
42CrMo無縫鋼管管端CO氣孔缺陷的控制
預(yù)精焊工藝技術(shù)是目前世界上螺旋縫埋弧焊管最先進(jìn)的制管工藝技術(shù),焊管管端缺陷是一種重要缺陷,會直接影響42CrMo無縫鋼管一次合格率及焊管的整體質(zhì)量。
42CrMo無縫鋼管管端缺陷主要包括燒穿、氣孔、未焊透、夾渣、焊偏等。其中管端氣孔是最嚴(yán)重的管端缺陷。解決管端氣孔問題是提高預(yù)精焊螺旋縫焊管管端質(zhì)量的關(guān)鍵。
42CrMo無縫鋼管氣孔按形成氣體的成分分為H氣孔、N氣孔、CO氣孔。H氣孔大多數(shù)出現(xiàn)在焊縫表面,個別情況下出現(xiàn)在焊縫內(nèi)部,氣孔斷面呈螺旋狀,內(nèi)壁光滑,在焊縫表面呈喇叭狀開口;N氣孔多在焊縫表面,多數(shù)情況下成堆出現(xiàn);CO氣孔通常出現(xiàn)在焊縫的根部或近表面的部位,且多呈針尖狀。
根據(jù)對42CrMo無縫鋼管管端CO氣孔產(chǎn)生原因的分析,結(jié)合預(yù)精焊的生產(chǎn)工藝流程,提出以下解決措施:1、保證42CrMo無縫鋼管管端預(yù)焊焊縫外觀質(zhì)量,修磨或修補(bǔ)斷弧、燒穿、表面氣孔、焊瘤等缺陷;2、清除引熄弧板端面上的氧化鐵等雜物和污物;
3、清除管端預(yù)焊縫坡口、母材表面和42CrMo無縫鋼管端面上的飛濺物、氧化鐵皮、鐵屑及灰塵等雜質(zhì);
4、引熄弧板焊接完成后,修磨引熄弧板對接處內(nèi)外焊縫,使其與鋼管焊縫過渡均勻圓滑,并清除對接時產(chǎn)生的飛濺物、氧化鐵皮、鐵屑及灰塵等雜質(zhì);
5、42CrMo無縫鋼管內(nèi)表面經(jīng)風(fēng)機(jī)除塵后,清除42CrMo無縫鋼管管端與引熄弧板對接形成的凹槽處積攢的鐵屑、灰塵等雜質(zhì)。