相關(guān)資訊
聯(lián)系我們

全國(guó)客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機(jī):15066475817(微信同號(hào)) 程經(jīng)理
手機(jī):18865223833(微信同號(hào)) 程經(jīng)理
地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)蔣官屯工業(yè)園區(qū)
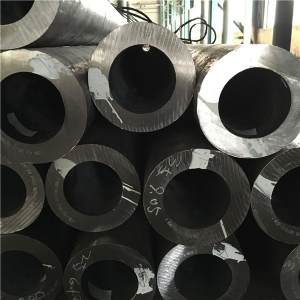
42CrMo無縫鋼管表面毛刺要如何刮除?
42CrMo無縫鋼管表面毛刺要如何刮除?
小編采用連續(xù)彎邊成形法 ,為高頻焊接創(chuàng)造最佳的條件。FFX成型技術(shù)由于采用連續(xù)彎邊成型法 ,充分利用水平輥和立輥各自的成型特點(diǎn),使鋼帶斷面無變形死區(qū),更重要的是有效地克服了由于鋼帶厚度和強(qiáng)度變化而使變形不充分產(chǎn)生的彈性回復(fù)現(xiàn)象 ,提高了成型的正確性和穩(wěn)定性。粗成型后鋼帶邊部完全塑性變形,并且鋼帶開口管筒邊部的曲率和42CrMo無縫鋼管成品很接近 ,精成型機(jī)變形量小,不會(huì)改變粗成型后開口管筒的形狀 ,為高頻焊接創(chuàng)造了最佳的條件。
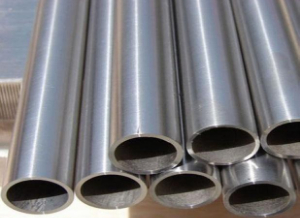
提高了42CrMo無縫鋼管質(zhì)量。與排輥成型技術(shù)比較 , FFX 成型技術(shù)還在以下兩個(gè)方面提高了42CrMo無縫鋼管質(zhì)量:首先 ,在粗成型后 , 由于鋼帶開口管筒邊部的曲率和成品42CrMo無縫鋼管很接近 ,不會(huì)在精成型階段和擠壓輥機(jī)擠壓階段產(chǎn)生錯(cuò)位 ,即使是高強(qiáng)度、厚壁42CrMo無縫鋼管,在精成型后鋼帶邊部的兩個(gè)側(cè)面也很容易做到平行 而非正 V 形或倒 V 形 對(duì)接 ,擠壓后在42CrMo無縫鋼管內(nèi)外表面形成均勻的毛刺 ,有利于毛刺的刮除和打斷。當(dāng)鋼帶銑邊時(shí),鋼帶兩側(cè)面銑成與鋼帶表面成 90 °排輥成型時(shí),要求鋼帶兩側(cè)面和表面成 3 °~5 °,在成型過程中也不會(huì)受yx.